Submitted by: Peter K. Pleitner, TC 5168
Subjects: Spindles, or stub axles, procedure for replacement of my cracked spindles, indicators of problems, the purpose of bearing spacers, and loose king pins.
Warning: Many original TA, TB and TC spindles have been found to be cracked, or have violently departed from the steering knuckle with the wheel and brake. This latter experience is not a pleasant one for the driver and the car.
Special Offer: T-ABC list members can borrow the machining and assembly fixtures I fabricated to perform this job with confidence. The only requirement is that the request be made on the list so all will know who borrowed them, and I will report when and in what condition they are returned.
Background: I rebuilt my chassis in the late 1970s. Not much knowledge had accumulated at that time about some of the more obscure frailties of our TCs. Broken pitman arms and spindles may have occurred, but the body of knowledge now documented for TCs and their cousins did not exist.
My pinion needed new bearings (due to broken ball cages)and the "hot" set up was to substitute tapered roller bearings, probably because they were more readily available and cheaper than the double race ball bearing. Ball bearings for front wheels seemed archaic, so tapered roller bearings (Timkin nos. 07097 and 07079 rollers with 07204 outer races) were substituted on the front spindles at the same time. Little did I appreciate the importance of the bearing spacer between the inner and outer front wheel bearings at the time. I simply assumed it to be another archaic item. The spacer seemed to be a useless item of the wrong dimension. One would not dare torque up a pair of roller bearings to 150 foot pounds! I'll have more to report about the significance of this spacer later.
Chris Harvey, in his 1977 book The Immortal T Series, alluded to racers with wide tires and inordinate cornering power experiencing problems with their spindles (indeed for many makes, SCCA scrutinizers, I am told, require yearly magnaflux reports on spindles to pass tech inspection). But he also discusses the vastly superior design of tapered roller bearings to cope with cornering forces. So, I wasn't troubled. I converted to roller bearings and wasn't racing.
Twenty years later (it took me fifteen years to finish my TC, it and the painting subcontractors were that bad), and living in a state with a governor who would not spend money on road repairs until recently, I started to get concerned. After being forced to negotiate a particularly bad stretch of road at night returning from a car event party, I began to reason that these stresses have to be as bad or even worse than racing! The following winter, late at night trying to get to sleep by recollecting TC driving joys, I resolved to get my spindles magnafluxed before the next long road trip. So I promptly ordered replacement spindles form Gerard Goguen at Abingdon Spares to commit me to this course of action. Mind you, this was twenty years after I rebuilt my chassis. And I had by then read Mike Sherrell's excellent book TCs Forever!
The first occurrence that should have been a clue for cracked spindles was that I had real difficulty removing the inner bearings. They were stuck on the spindle. I was forced to use a gear pulling adapter. I then visually inspected the spindles, and they seemed ok, no burrs to account for this difficulty and no obvious cracks. But my friend at the local auto machine shop found cracks and he showed them to me, with the orange magnaflux powder highlighting the hairline cracks. These cracks where approximately 130 degrees around the bottom of the spindle, and located approximately a few millimeters past the inner spacer, just under the inner bearing.
I then started to research the required machining and replacement procedure in earnest. I was thankful that Ernie Smith's article appeared in the New England MGT Register's 8/97 "The Sacred Octagon". Smith provide most of the necessary details not discussed by Mike Sherrell. I also had the fortuitous opportunity to find an experienced expert, namely our very own Bob Grunau (who by the way supplied the nuts I had purchased and is now also making spindles), at a local vintage race to debate the merits and pitfalls of the specified interference fit of 0.003 inch, which exceeds the Machinist Manual's guidelines by 50 to 100%!. Bob assured me that such a tight fit is proper for this application, that he had done it many times by heating the steering knuckle to 650 degrees F (330 C) and cold soaking the spindle to - 385 degrees F (-196 C) in liquid nitrogen. I later confirmed that this temperature differential would work with a friend of mine who recalled a "rule of thumb" which states that steel expands or shrinks 0.0006 inch per 100 degrees F (FYI for aluminum it is 0.0016 inch). The only significant caution Bob had to offer was that when you have both parts (knuckle hot and spindle cold) ready to join, that you make darn sure that the spindle goes in straight. If it sticks a little off-axis in the bore of the knuckle, heat will transfer so fast that they would be almost impossible to separate again. So he advised having a 2 lbs. (1 kg.) brass hammer handy.
Subsequent research suggests that such a tight interference may exceed the elasticity of the knuckle, forcing plastic deformation of the bore hole. This would mean in theory, if the spindle were again removed from the knuckle, the bore of the spindle would measure 1.126 inch.
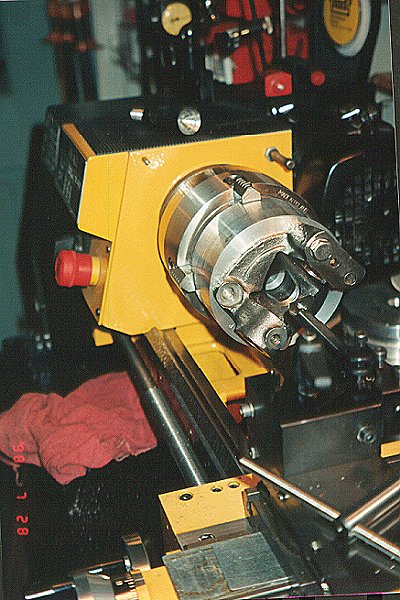
Preparation and Procedure: The process of removing the broken spindle from the steering knuckle and boring the hole in the knuckle for the new spindle can be accomplished in one setup on a lathe. As Ernie Smith described, I machined a very thick round cylinder out of aluminum that I bored and threaded such that I could bolt a steering knuckle to it, with the threaded end of the spindle sticking a little out the other end. This collar allowed me to chuck the steering knuckle to my lathe with its back side (king pin) facing the cutting tools. I used the tail stock of my lathe to hold progressively larger drills, but began by using a centering drill to begin the process on the rather rough forging. The depth of drilling must be such that the point of the largest drill enters the spindle all the way. I finished drilling using a 1 inch drill. It parted the spindle from the knuckle gently and precisely on-center. Then I proceeded to bore the hole in the knuckle to a precise 1.125 inch inside diameter. Here it is crucial to use a strong boring bar, because the swing of the king pin bosses on the knuckle does not allow for a close approach of the lathe's tool holder. Photo 1 shows the collar in my lathe with the steering knuckle bolted to it using two opposite holes of the four holes used to hold the backing plate of the brake assemble.
A shallow 1.250 inch hole then needs to be bored to accept the 1/8, or 0.125 inch, thick "head" of the new spindle and provide steering swing clearance with respect to the end of the beam axle (mine ended up being about 1/8 of an inch). In fact I bored mine out 0.0015 inch larger than that because the circumference of the head was not finish ground as was the rest of the spindle (was worried it could get hung up here during assembly). The depth of this hole, which produces a 0.125 in step in the 1.125 inch bore, needs to also be machined from the king pin end of the bore. Locating this step was a concern, because the back of the knuckle is not perpendicular with respect to the bore axis, therefore there is no precise datum from which to measure from this end. And the other side of the steering knuckle was not easily accessible for measuring. What I found to work was to bore this step only so deep into the knuckle as to allow about .050 inch of the head to stand out, or proud, of the back of the knuckle, when measured at 6 o'clock or at the bottom of the spindle's head (as it would be attached to the axle beam). At 12 o'clock this 1.250 inch counter bore is substantially deeper, again because this back side of the steering knuckle is not perpendicular to the axis of the bore.
I was very worried about getting my new spindle jammed off-axis in the knuckle, because handling very hot and cold parts quickly is enough excitement. I didn't have extra steering knuckles and I was doing something very critical for the first time, which meant I didn't know exactly what the insertion fit would be like. The treaded end of the replacement spindle has a small center bore. So I reasoned that if I could support the axis of the hole bored in the steering knuckle directly over a something with a point which would keep the spindle on-axis, and if this pointed device were supported by a compression spring in a bore at the base of a fixture, I would be able to keep the spindle on-axis as it was being inserted in the steering knuckle.
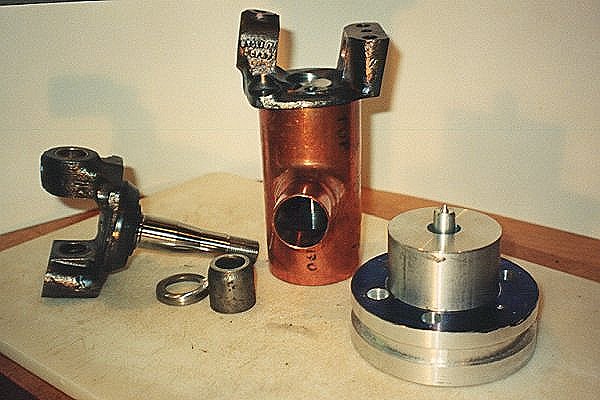
I spent several days searching for suitable material and minimizing machining time to build such a fixture. Photo 2 shows the parts of this fixture, the new spindles in the steering knuckle (one in position on the upper half of my assembly fixture) and the bearing spacers. This fixture consists of a plumbing "T" which fortuitously fit precisely the 2.623 inch chamfered inside face of the steering knuckle, and it provided a "window" to see the threaded end of the spindle before it engaged the bore of the knuckle. I made sure that the ends of this copper "T" were perpendicular to the axis of the pipe. Then I machined an aluminum plug for the "T" which would accept my pointed guide pin to keep the spindle aligned. I drilled a shallow 3/4 inch diameter hole concentric with the guide pin where the threaded end of the spindle would penetrate as it engaged the steering knuckle. And to provide space for the spring support of this guide pin and a solid base for the assembly "T", I adapted a larger piece of round aluminum tool (which I previously made to mount a lathe chuck to my milling machine).
Now all that was left to do was join the spindles with the steering knuckles. Mark the right and left pieces just to be proper (the thread on the left or near side is reverse) because this is a 150 ft.lbs. nut! I went to my local welding supply store, rented the smallest (10 liter) dewar ( a thermos with a pressure relief valve), and got a couple of liters of liquid nitrogen. I also purchase a special wax marker that is used to put a yellow mark on the steering knuckle. This mark turns black at 650 degree F.
The assembly fixture was assembled and position on a solid surface. A hammer (just in case), and pliers must be handy. Thick gloves, safety glasses, and suitably protective clothing are recommended. A friend of mine (it takes more than two hands) and I rehearsed our moves carefully with the parts still at room temperature. I attached an easily disengaged wire (welding rod) through the cotter pin hole on both spindles, and lowered them into the liquid nitrogen. The liquid nitrogen stops boiling when the spindles have reached temperature. I used a rosebud tip and an oxy/acetylene welding outfit to heat one of the steering knuckles to the proper temperature. As I positioned the knuckle on the copper "T" fixture, my friend extracted the properly labeled (on wire also) spindle from the dewar. With gloved hands he removed the wire, pinched the head of the spindle with two gloved fingers, and quickly lowered the threaded end of the spindle through the bore in the steering knuckle and onto the pointed guide pin as I observed, looking through the window on the "T". I was also ready to assist with a short piece of bent wire. When the threaded end of the spindle rested nicely on the spring supported guide, we knew we had alignment, and simply pushed the spindle down, pushing against the weak spring under the guide, until the spindle stopped on the step in the bore. It went in easily, and made a satisfying metallic click. We held the spindle down momentarily with the pliers, as we watched the frost line on the spindle head evaporated. The two parts, now effectively one, were removed from the assembly fixture, and set aside to cool. The second assembly went as smoothly as the first.
Then it was necessary to rebush and ream the king pin bushings which had loosened, apparently from the heat. I didn't mind doing this because the front wheels rocked about 1/8 of an inch when grabbed at 6 and 12 o'clock and off the ground. This I don't tolerate. I was more than a little puzzled because these bushings didn't last long (although well greased). I'll have more to say on that subject below. The assembly of the hub on the spindles required some serious fettling to shim the inner bearing spacer and achieve the proper end play which tapered roller bearings want (0.002 - 0.004 inch). I found this easiest to do using lightly oiled bearings and no grease seal with the steering knuckle clamped in a strong vise attached to my sturdy work bench. Obtaining suitable shims was a real headache. I find it very difficult to cut the I.D. when using flat shim stock.
My friend had the solution. He had shim packs (various thickness) of the perfect I.D. and O.D. for the outside (smaller) end of the spacer, used on GMC/Detroit Diesel blowers or superchargers. They are supplied to position the helical cut gears on the two rotating vanes with respect to each other, such that the specified clearance between these two high-speed air compressor blades are maintained (GMC Part Nos. 5150372, 5153938, 5150855, and 5150856 for 2, 3, 5 and 10 thousands inch respectively). This is an excellent example of the benefits of also "hanging out" with non MG automobile enthusiasts, because you just may learn some new tricks and more sources for parts (he built several hot rods and drives a Ferrari). I also found that valve spring shims work nicely at the larger end of the spacer, but these don’t come in very thin sizes.
Important: This inner spacer and the 150 foot lbs. of torque, combine to add a vital structural component around our spindles. Bob Grunau caused my penny to drop and grasp its significance. This spacer, in combination with the inside races of the inner and outer bearing, and the high torque which puts the spindle under tension, effectively increase the diameter of the spindle, hence its strength. Boy was I relieved to find my old spacers in the attic of my garage!
The remainder of the assembly was straight forward but hectic as is typical in preparing for road trip, this one to Watkins Glen, NY for the 50th celebration. The only other items I tended to was to snug up the tie rod and drag link pinch on the ball joints, remove the 2.5 degree caster shims from between my axle and springs to improve tracking (thanks to Skip Burns of our list who's reminder was timely), and improve the pinch of the rear hubs on the outer races of the rear wheel bearings (no oil leaked on the brake shoes, not that bad, but I was really intent on eliminating every bit of play from my wheels and steering).
Road Tests: After 600 miles on the road and "hot dogging it" around the old race course at Watkins Glen with fellow MG enthusiasts (Ts and MMMs), and several more times running with other touring groups, I noticed a faint noise coming somewhere from the left side of the car, but only on hard right turns. Something new to my ears. This caused me to use the standard issue jack under the front axle. By gosh, the front knuckles had loose king pin bushings again!! Darn, damn, and an Indian rain dance in front of the radiator! I had fixed that! Well, after cooling off (or chilling off in today's vernacular) with a pint of ale in the parking lot of the GoF Mk 66, I decided to have another and closer look, this time with my reading glasses on. Sun of a gun, the king pins were not moving in the bushings, they were moving in the "eye" of the beam axle on both sides! And the backing plate with the inside lip of the drum was not parallel on the left side!
Brother, talk about a spit ball from the "drive them until the roads wear out" sports league! I surmised that the tapered lock bolt, which engages the notch in the king pin must not be pinching the king pin. It could be the eye of the beam axle has worn over the years, and the replacement tapered bolts I had purchased from Moss or Abingdon 20 years ago were too skinny. That theory felt right. I never had much respect for those bolts because they had such thin hex heads, they bottomed out easily, and made it necessary to put a nut under the head of the bolt in the steering knuckle with act at steering lock stops. But I had never before had cause to question the efficacy of simply tightening the nut at the front end of those bolts until the head had seated itself on the back of the beam axle. When I had a good thrust washer on the king pin underneath the axle, and suitable shims above on the king pin, I thought the job was done. No. With some of these old axles we now need to also concern ourselves with wear in the "eyes" of the axle, (either bore to sleeve or bore to use a larger king pin). Of course, I took neither of these courses of action in the parking lot.
The quick fix in the parking lot was to cannibalize my ignition point feeler gauge for suitable shims (narrow enough to fit flush against the flat shank of the tapered bolt). All it took was a shim of 0.010 inch on one side and 0.012 on the other to cause the tapered bolt to not draw in so easily on the king pin when tightening the nut on the front of the axle. Bingo, my front wheels and hubs were firmly anchored to the old beam axle again.
As to that dreaded noise you're supposed to listen for as the spindles bend up before breaking - oh no! it can't be happening. Could the steering knuckle be cracking from the stress of the high interference fit? Well, thank goodness, Peter Ross and Bob Grunau were around to commiserate and listen to my left front drum scraping a little on the backing plate when making a hard right turn. Peter quantified the out of parallel aspect with his calipers to be 0.030 inch. And Bob Grunau thought that my hub had loosened slightly on the bearings (settled in from a good flogging), that a minor adjustment could set things right. But the consensus was that I'd be OK driving home because these spindles will not break! And I consoled myself with the thought that even if the steering knuckle is cracked (not reported by anyone before), the four bolts and the thick backing plate were plenty strong enough to keep the spindle trapped. So pretty soon, on the way home I stopped worrying and drove as usual.
When I got home, I ordered a new set of tapered bolts from Abingdon Spares and searched for a suitable shim for the hub and bearing assembly. The first good sign was that the nuts on the tapered pins from Abingdon Spares were Whitworth instead of American Standard. The second good sign was that the taper was approximately 0.040 inch thicker. The curious part was that both ends were threaded and furnished with Whitworth nuts. I thought that the back end of the original tapered pins had a fat round head. These new pins were so much thicker in fact that they would not draw in all the way. So some fettling with the steering lock bolt head is again required. The best news was that my left steering knuckle was in good shape. There was however a three by half inch area of paint rubbed away, at about 1 to 2 o'clock on the inside of my backing plate, and above the brake shoe. By simply inserting a 0.040 inch shim between the inside race of the inner roller bearing and the small inner bearing spacer on the spindle, I eliminated the scraping sound during very hard right turns. My conclusion is that the left backing plate was not perfectly parallel to the drum from the beginning and the change over to tapered roller bearings brought the drum closer. By properly torquing the new bearings and the spindle, the brake drum quickly settled so close to the backing plate that it would make contact in this small area when the road pulled out really hard on the tire.
Conclusion: I have subsequently tested the front end during some hard driving on country roads around here last weekend, mixing it up with MGs, Porsches, Mercedes, Ferraris, Lotuses, Triumphs, Abarths, Alfas, Vipers and a few other overweight but powerful Americans. The TC ran perfectly, with not one improper sound, cornering such that the 356 coupe driver behind me said he had no idea a TC could make him work so to keep up. You see, his 11 year old daughter switched. She wanted to sit in the sun, with the wind tossing her hair and seeing those glorious reflections coming from my TC's wing and headlight. She loved wearing my goggles!